- 企业理念与展望
- 公司简介
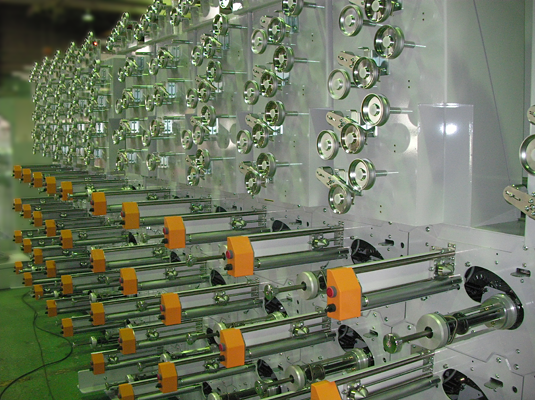
- 合纤加工机及络纱机
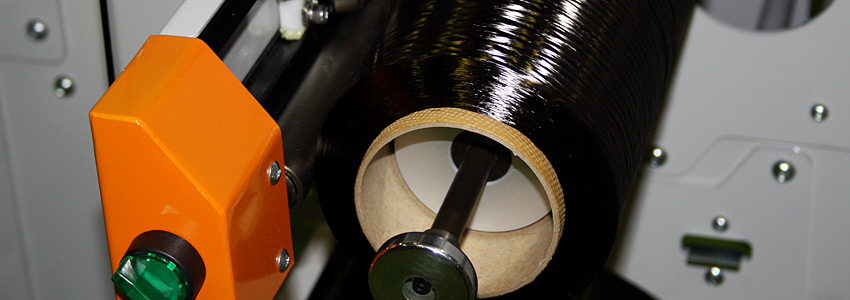
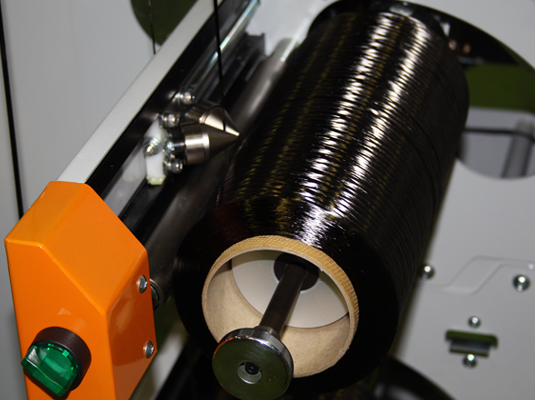
- 碳丝制造关联机器
- UD预浸机装置
- 就各种试验线设备
- 挤压式/浸渍式上胶机概述
a)
采用变频器及摇臂罗拉来控制力矩电机的张力控制系统。
实现收丝过程中各锭位的张力均匀。
b)
每台最大20锭配置, 达到降低成本及节省车间摆放空间。
对锭位的卷管尺寸及锭数的配置可按用户要求进行设计。
c)
以可编程控制器(PLC)设定收丝条件。设定方法有触摸屏输入及电脑直接输入二种供用户选用。
d)
收丝机的排列是并行型。
a)
每个锭位配有卷管自动更换装置, 有效减低人工成本并保证碳丝定长的稳定性。
b)
每台最大16锭配置, 与ASFW-R5一样
对锭位的卷管尺寸及锭数的配置可按用户要求进行设计。
一般碳丝生产线的制造工序大致如下:
1)原丝退丝 (聚丙烯晴原丝) → 2)氧化(热空气 250〜350℃ )→
3)碳化(1,000〜1,500℃ 采用非活性气体)→
4)表面及上浆处理 → 5)收丝(碳纤维)
在上述工序里爱机能提供原丝收丝机、原丝退丝纱架、碳丝收丝机以及各工序之间的驱动装置。
退丝纱架 ASFC系列(请参阅商品目录)、收丝机ASFW系列以及各工序之间的拉丝驱动器
都是实现碳丝生产线稳定不可欠缺的重要设备。
如须要任何型录或任何资讯,
欢迎至我们网站主页上方之”CONTACT”栏,
以 EMAIL联系我们.